



服务热线
13280489678
带锯床调速系统的设计与运用
带锯床调速系统方案有2种一种是进给机构由交流变频电机、控制板、减速箱、支架、直线导轨和导轨支架等组成,锯架与滚轮机构用螺钉固为一体,电机控制丝杠转动,驱动锯架进给,进给速度(0.8—800ram/rain)通过电位器或变频器面板的增减速按钮调整,机床实际工作中,应根据T.件材料、强度、硬度和规格选择适当进给速度,避免锯带闷打滑、切削时打齿和锯条断裂。另一种是直接控制液压系统中的流量阀来控制速度达到无极调速。
锯架进给系统设计
1.选择交流电机(功率)
根据机床特点,由公式:P=ugv/y(1)式中P—交流电机功率,KW·y-摩檫因数.g——移动部件重力,v——锅架最大进给速度,mm/min——传动效率
初步选择1.5kW异步电机。为达到和变频器最佳配合,选择YVPIOOL-6,1.5kW变频调速异步电机(额定电流4A,额定电压380V,额定转速970r/min)。
2.选择变频器
(1)选择原则。①变频器容量应适当大于负载所需容量。②变频器电流应大于电机电流。考虑调速系统稳定性和性价比,选择台达VFD022843B型变频器(最大适用2.2kW电机,最大输出电流5A,具有高性能矢量控制,转差补偿增益自动设定功能,可提供低速高转矩输出和良好的动态特性)。
(2)主要参数设置。根据生产工艺要求和设备主要性能,设置变频器主要参数,见表1,其他参数为出厂设置。
1.工作流程
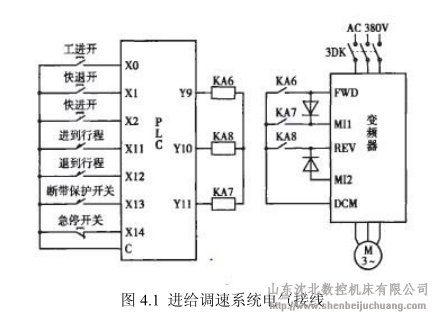
机床锯架进给调速系统电气接线见图4.1,选择、调整机床各一切削参数后,即可按照机床工作程序(图4.2),按下操作面板相应按钮,运行机床。
2.运行特点
按下工进开按钮,Y9响应,输出继电器KA6线圈得电,其常开触点闭合,变频器正转(FWD),同时无设定段速选择,锯架以手动设定速度前进,操作人员可根据35要按增减按钮调整工进速度(最低速度是变频器最低输出频率0.1)。按下快退开按钮,Y10响应,输出继电器KA8线罔得电,其常开触点闭合,变频器反转(REV),同时第二段速频率选择,锯架以第二段速设定频率快速运行至后端,退到行程点(X12)自动停止,其闯可在任意位置停止快退。按下快进开按钮,Y11响应,输出继电器KA7线圈得电,其常开触点闭合,变频器正转(FWD),同时第一段速频率选择,锯架以第一段速设定的频率,快速运行至前端,进到行程点(XII)自动停止,其间可在任意位置停止快迸。
直接通过流量阀来控制锯架的进给速度,可以实现无极调速。

从系统复杂性和全自动方向考虑,最后决定采取方案二较好。
上一篇:金属带锯床结构设计要点
下一篇:带锯床调速阀的工作原理
电话:13280489678
QQ:675609587
邮箱:675609587@qq.com
联系人:郑经理
地址:山东省枣庄市滕州市经济开发区
Copyright © 山东沈北数控机床有限公司 版权所有 备案号:鲁ICP备20014639号-4
