



服务热线
13280489678
在锯床锯齿作用下,被切层金属、切屑和已加工表面金属层都要产生弹性变形和塑性变形。锯齿锯切切屑时,锯齿前面受到切屑的压力Fn和摩擦力Ff,锯齿后面受到工件表面的压力Fna和摩擦力Ffa,这些力的合力就是作用在刀具上的锯切合力Ff,如图1所示。
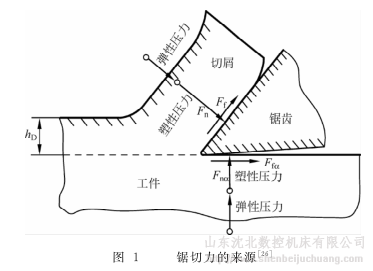
综上所述,锯切力来源于两方面:一是锯切层金属、切屑和工件表层金属的弹性变形和塑性变形所产生的抗力;二是锯齿与切屑、工件表面间的摩擦阻力。
锯切合力、分力及锯切功率
1.锯切合力与分解
锯切合力的大小和方向是变化的,很难测量。为了测量和应用方便,通常将锯切合力分解为三个相互垂直的锯切分力,如图2所示。
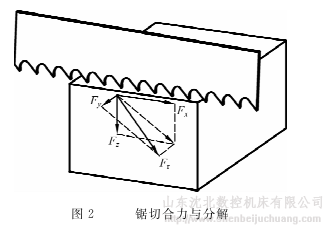
三个分力的作用如下:
锯切抗力Fx——沿着锯齿锯切方向的抗力。它消耗锯齿锯切过程中的主要功率,是初选锯切功率、选取带锯床电动机功率和设计带锯床传动机构的依据。
进给抗力Fz——垂直于锯齿的锯切方向。与锯齿的进给方向相反。在锯切过程中该力的变化将会引起锯齿在进给方向的振动,对锯齿的寿命有重要影响。
侧向力Fy——垂直于锯切抗力和进给抗力组成的锯切面。由于锯切过程基本都是二维锯切,斜向分齿带锯条的分齿角度较小,因此实际锯切中相比于其他两个分力该力很小,但是该力会引起带锯条在垂直于锯切平面方向的振动,容易导致带锯条在锯切过程中发生偏转。
锯切合力为
三个分力的关系随带锯齿的几何参数、材料、锯切用量和磨损情况的不同,其比例可能在较大的范围内变化。
2.单位锯切功率、单位时间内的金属切除量和锯切功率
(1)单位锯切功率是指每切除单位体积的金属材料所消耗的功率,用Pc表示。
(2)单位时间内的金属切除量是指单位时间内所切除材料的体积,是衡量锯切效率高低的一个指标,用Qc表示。如果已知单位锯切功率,则可计算出锯切功率Pc:
式中,Pc——单位锯切功率,kW·s/m㎥;
Qc——单位时间内金属切除量,mm*/s。。
对于带锯床,有
式中,b——带锯条宽度,mm;
An——带锯床的锯切效率,c㎡/min。
(3)锯切功率是指各个锯切分力消耗功率的总和,用Pc表示。在锯齿锯切过程中,沿Fy方向的速度为零,因此该方向上不消耗功率,进给速度相比于锯切速度很小,Fz消耗的功率与Fx相比很小,可忽略不计,因此锯切功率可按下式计算:
式中,Vs——锯切速度,m/s;
Fx锯切抗力,N。
用式 可求带锯床电动机功率Pe为
可求带锯床电动机功率Pe为
式中,ηc——带锯床的总传动效率,一般ηc=0。7~0。75。
3。锯切力比压
锯切力比压是指单位锯切面积上的锯切抗力,用kc表示。
式中,kc——锯切力比压,工程常用单位为MPa;
Ab——当量锯齿的锯切面积,m㎡;
Ab=ab
式中,a——锯齿的进给量,mm,具体见式 ;
;
b——带锯条厚度,mm,如图3所示。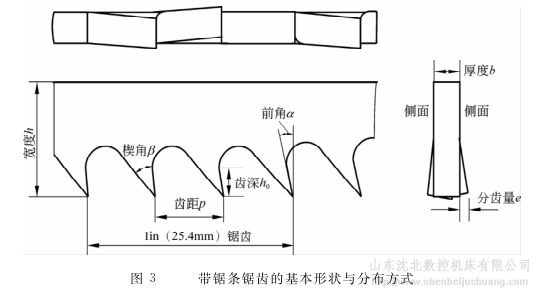
通过锯切力比压可以建立锯切抗力与锯切面积之间的关系式,如果锯切力比压已知,则可利用下式计算出锯切抗力Fx:
电话:13280489678
QQ:675609587
邮箱:675609587@qq.com
联系人:郑经理
地址:山东省枣庄市滕州市经济开发区
Copyright © 山东沈北数控机床有限公司 版权所有 备案号:鲁ICP备20014639号-4
