



服务热线
13280489678
如何正确地评价带锯床的性能以及采用什么性能指标来表示带锯床的性能对带锯床的设计和改进是非常重要的。性能由功能和质量组成,功能是实现产品需要的某种行为的能力,质量则是实现功能的程度和持久性的度量,后者使得产品在设计中有了参数化和赋值的可能性。能够承载产品功能、结构、材料与工艺等设计要素的广义性能概念,将产品广义性能划分为结构性能和行为性能两类。产品性能分为结构性能、工作性能和工艺性能三大类24项性能,如图1所示,其中:
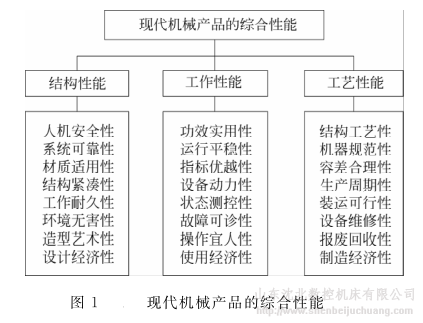
(1)结构性能是指产品的安全、可靠、结构紧凑、设计经济等在产品设计阶段首先考虑的和在机器结构设计中极易体现出来的8个方面性能;
(2)工作性能是指功效实用、工作稳定、状态可测、系统可控、故障可诊断、实用经济等在机器工作过程中直接体现出来的8个方面性能;
(3)工艺性能是指良好的结构工艺性、维修方便、报废后易于回收等在产品制造、维修及报废回收过程中可得到充分体现的8个方面性能。
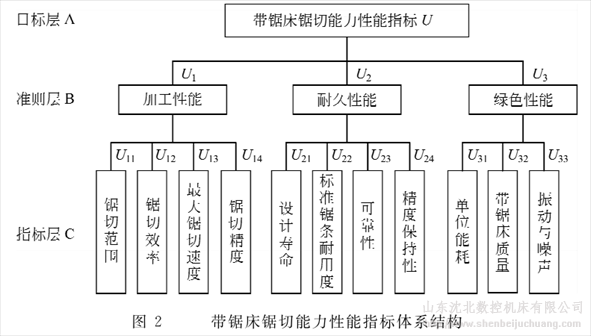
根据带锯床的功能结构模型,锯切模块是带锯床的核心模块,主要用于完成对工件的切削,所以锯切能力是带锯床最核心也是最重要的性能。锯切能力应从加工性能、耐久性和绿色性能3个方面来考虑,这些性能可以划分为更为细化的几个指标。针对这一特点,建立如图2所示的带锯床锯切能力性能指标体系结构。
1.加工性能指标
1)锯切范围
锯切范围是指带锯床能够加工工件的最大尺寸,圆形工件一般采用最大锯切直径表示,方形工件一般采用“最大锯切宽度X最大锯切厚度”表示。锯切范围扩大化是带锯床的发展趋势。例如,德国贝灵格巨型卧式带锯床可锯切达2.5mX2.0m的实心方材,巨型立式带锯床可锯切长达10m的板材及棒材。
2)锯切效率
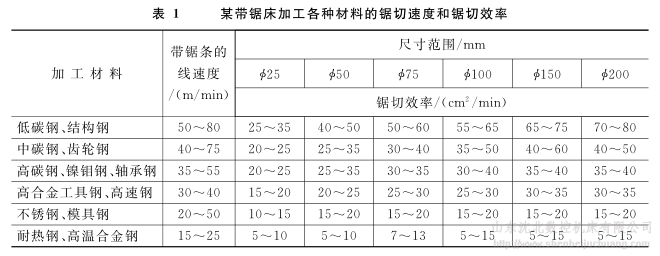
锯切效率通常定义为单位时间内的锯切面积,其单位一般用c㎡/min表示。事实上,带锯床的锯切效率需要指明--定的切削条件,不同的切削条件,其锯切效率是不一样的。表1所示为某带锯床加工各种材料的锯切速度和锯切效率,可以发现,被切材料,及其尺寸不同,其锯切效率是不同的;带锯条的线速度不一样.锯切效率也不一样。因此,本书将锯切效率定义为:在一定锯切速度条件下,单位时间内加工某一-尺寸材料的锯切面积。锯切效率是反映带锯床加工能力的最重要的指标之一,提高锯切效率一直是带锯床厂家的追求目标。
3)最大锯切速度
带锯条锯切加工的主运动是通过锯轮带动带锯条转动实现的,锯齿相对于工件的主运动的瞬时速度称为锯切速度。因此,通过在锯轮上安装旋转式位移传感器测量锯轮的转速就可以计算得到带锯条的锯切速度。为了达到最佳锯切效果,锯切速度通常需要根据加工材料的硬度进行调整。--般来说,锯切塑性材料(如低碳钢、铜、铝等)时的锯切速度较高,锯切中等硬度钢材时的锯切速度较低。因此,最大锯切速度是指加工某种指定材料所能达到的最大速度。
4)锯切精度
带锯床的精度包括几何精度和工作精度,锯切精度主要是指带锯床的工作精度,通常由锯断件端面对其素线的垂直度表示。带锯床的锯切精度是一项动态精度和综合精度,与带锯床本身的几何精度有很大的关系,同时还包括了工件的材料、环境温度、锯条性能以及切削条件等各种因素造成的误差和计量误差。带锯条太松、带锯条出现磨损、带锯床下料速度太快等都会给锯切精度带来影响。
2.耐久性指标
1)标准锯条耐用度
刃磨后的带锯条自开始切削直到磨损量达到磨钝标准所经历的总切削时间称为标准锯条耐用度。影响带锯条耐用度的因素,归纳起来可以分为5个方面:切削用量、带锯条的几何参数、工件材料带锯条材料、润滑冷却条件。切削用量增大,使切削温度升高,带锯条磨损越快,带锯条耐用度下降;工件材料的强度、硬度越高,产生的切削温度越高,故带锯条磨损越快,带锯条耐用度越低;使用冷却润滑液能降低切削区的温度并减少锯条与工件、锯条与切屑间的摩擦,对提高带锯条耐用度是有利的。
2)可靠性
可靠性是衡量带锯床在规定时间内和规定条件下完成锯切功能的能力表现,它是带锯床产品质量在时间尺度上的描述。对带锯床制造企业而言,可靠性低意味着产品的故障率高、寿命短、售后服务和维修成本高。对带锯床用户而言,低可靠性意味着带锯床故障停机频繁、加工质量不稳定,不仅影响企业的正常生产,甚至可能会造成灾难性的事故。目前,相关标准尚未定义衡量带锯床可靠性的指标,本书采用平均无故障工作时间(MTBF)、平均修复时间(MTTR)和有效度来衡量带锯床的可靠性。
平均无故障工作时间是指-台带锯床在使用中平均两次故障间隔的时间,其计算公式为
MTBF=总工作时间/总故障次数之比
显然,平均无故障工作时间越长越好。
平均修复时间是指--台带锯床从开始出现故障直到能正常工作所用的平均修复时间,其计算公式为
MTTR=总故障停机时间/总故障次数
考虑到实际系统出现故障总是难免的,故对于可维修的系统,总希望一旦出现故障,修复的时间越短越好,即平均修复时间越短越好。
如果把MTBF看作带锯床正常工作的时间,把MTTR看作带锯床不能工作的时间,那么正常工作时间与总工作时间之比称为带锯床的有效度A,即A=MTBF/(MTBF+MTTR)。有效度反映带锯床提供正确使用的能力,是衡量带锯床可靠性的一个重要指标。
3)设计寿命
带锯床的设计寿命是指带锯床设计时预计不失去使用功能的有效使用时间。国际先进水平的带锯床产品的平均寿命为12-15年,而国内带锯床产品的平均寿命与国外同类产品存在一定的差距,其原因主要是带锯床产品在设计过程中没有充分考虑可靠性、并在制造过程中给予相应的保证。
4)精度保持性
精度保持性是指在正常使用条件下,带锯床能在较长时间内保持其锯切精度特性的能力,主要取决于带锯床设计、制造、装配各个环节,同时也与使用和维护有密切关系。一般来讲,带锯床的精度容易判断,精度检验已有相应的标准,新带锯床验收调试时就可以知道合格与否。但是对于带锯床精度保持性的判断比较困难,因为带锯床精度保持性的好坏只有在该带锯床经过一段时间的使用才能反映出来,而国家标准也无法对其进行严格的定量控制,所以只能是用户自己在选型时对带锯床及结构进行深人细致的了解,自行分析评估,在正常使用-段时间后才能得到验证。
3.绿色性能指标
1)单位能耗
单位能耗指的是额定锯切效率下单位锯切量的能耗。随着带锯床的广泛应用,其能耗问题逐渐受到关注。带锯床在实际运行过程中,主要能耗来源有以下几个方面:
(1)锯轮带动锯条转动时的能耗,它占到带锯床能耗的大部分。转速越高,锯切速度越高,锯切力越大,其功率需求越大,能耗越高;
(2)带锯条进给时的能耗,主要是由于锯切力、进给抗力等引起伺服电机的能耗。进给速度越快,进给抗力反作用越大,伺服电机功率需求越高,能耗越大。但是较快的进给速度可以获得较大的切除率,缩短锯切时间;
(3)带锯床辅助电器的能耗,如照明灯、冷却液使用等。降低带锯床的能耗水平是带锯床的发展趋势,带锯床的节能可以从机械结构、控制系统结构和方式、锯切工艺优化等各个方面进行综合考虑。
2)带锯床重量
带锯床重量是指带锯床整机的重量。轻量化是带锯床行业未来的发展趋势,带锯床企业可以通过对带锯床结构或部件进行优化设计,减少带锯床重量,节省材料,达到“绿色设计”的目的。带锯床轻量化就是在保证带锯床锯切能力的前提下通过大幅度降低带锯床重量和减少所需的驱动功率来构建具有生态效益的机床。
3)振动和噪声
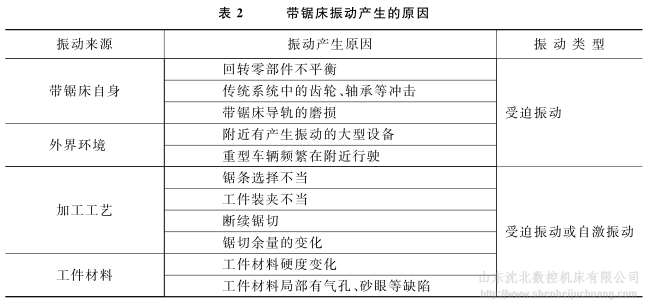
带锯床的振动会导致整机的振幅超出允许的范围,致使零件的锯切表面质量恶化、锯条磨损,最终降低了零件的锯切精度和锯切效率,影响带锯床的可靠性及使用寿命。严重时,将使带锯床不能正常地工作。带锯床振动产生的原因如表2所示。振动实验尤其是整机振动实验是解决带锯床振动问题的一种重要手段。通过带锯床的整机振动实验可以评价带锯床的抗振性能,发现带锯床潜在的振动问题,为带锯床的动态优化设计提供重要的分析数据。
带锯床的噪声主要是由于带锯床、带锯条与工件之间的振动、摩擦、冲击、切削等产生的机械性噪声。另外,噪声的产生也与周围的环境、材料的硬度和形状有关。带锯床相关标准规定:带锯床运转时不应有不正常的尖叫声和冲击声,整机噪声声压级不得超过85dB(A)。为了减轻锯床的噪声,锯床厂家通常采用减震阻尼装置、加装封闭隔声外罩或安装消声器。
下一篇:金属切削带锯床的性能指标评估
电话:13280489678
QQ:675609587
邮箱:675609587@qq.com
联系人:郑经理
地址:山东省枣庄市滕州市经济开发区
Copyright © 山东沈北数控机床有限公司 版权所有 备案号:鲁ICP备20014639号-4
