



服务热线
13280489678
1933年美国杜尔(DOALL)公司发明了带锯床,其原理是使用属。带锯的材质历经反复研究,不断改进,起初采用碳素工具钢,1963年改用合金工具钢,1964年有了突破性的进展,首创双金属带锯。这种带锯,带体既薄又柔韧,抗疲劳,能承受巨大张力;齿尖采用特殊高速钢(M42,钻元素占8%),齿尖硬度进一步提高,硬度值高达67-69HRC,使带锯床的锯切范围进一步扩展。由于锯切速度快,锯口消耗少,加工精度高,锯切直径大,立即风靡全球。
中国金属带锯床产业起步较晚,改革开放以后才逐步有企业进入带锯床行业。20世纪80年代开始,当时正处于较先进的带锯床替代相对落后的弓锯的技术变革期,出现带锯床供不应求的局面,许多中小企业敏锐地抓住这个机遇,纷纷进人带锯床行业。经过二十余年发展,从无到有、从小到大,形成了一些以带锯床为主导的产业集聚区,并带动了其他机床和工模具产业的发展。
带锯条是带锯床的核心部件,2006年全球双金属带锯条销售额为12.79亿美元,到2010年,全球双金属带锯条销售额达到17.41亿美元,年均增长率约为8%,2011年全球双金属带锯条销售额约为18.63亿美元。发达国家双金属带锯条的需求趋于平稳,全球双金属带锯条市场的增长动力主要来自中国、印度等发展中国家,以及其他新兴工业国家。
依托于中国良好的经济发展环境,我国锯切工业自起步之日起就发展迅猛,二十多年来,我国双金属带锯条工业从无到有,不断发展,取得了很大成绩。带锯床年产量从1985年的81台增加到1990年的2000台,5年时间增加了近24倍,年复合增长率为89.8%。根据《中国机床工具工业年鉴(2009)》对国内24家规模以上锯床生产企业的统计,2008年我国带锯床产量为32600台,在1990年的基础上增加了近16倍,年复合增长率为16.80%,考虑到规模以下的许多企业未统计,实际年复合增长率更大。
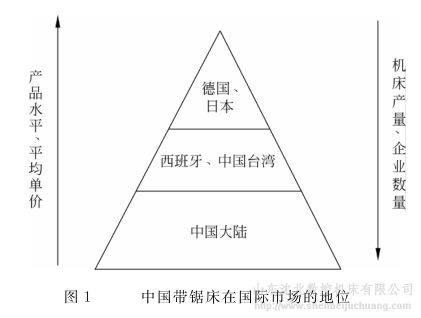
全球带锯床制造商,根据整体水平,大致分为三个集团:排在第一集团的是世界一流的带锯床制造商,主要有德国、日本、意大利等传统制造业强国的制造商;第二集团为西班牙、中国台湾等地区的制造商。中国大陆的制造商则被划分在第三集团。这些差距主要体现在产品水平和技术水平、经济规模、经济效益、国际化程度和服务水平等方面。
对比中外带锯床制造商总体水平,德国和日本的带锯床位于整个产业的顶端,以制造高端产品为主,其产品具有结构设计合理、制造工艺精良、机床故障率低、精度保持性和使用寿命长等优点,引领世界带锯床的发展。国内厂家总体以中低档产品居多,存在设备返修率高、加工精度和锯切效率低等问题。
中国大陆带锯床产业在世界范围内排位居后,位于第三集团,可以用如图1所示的金字塔表示。中国大陆带锯床产业处于金字塔的底层,其特征是产量大、价格低,以生产中低档产品为主,不同企业生产的同类产品质量相差悬殊。西班牙和我国台湾地区的带锯床产业处于金字塔的第二层,以产品性价比较高、质量较稳定可靠博得用户好评。金字塔的顶端是德国和日本,以制造高端产品为主,产品特征是结构设计合理,制造工艺精良,采用优质配套件,以机床故障率低、精度保持性和使用寿命长等引领世界带锯床的发展。
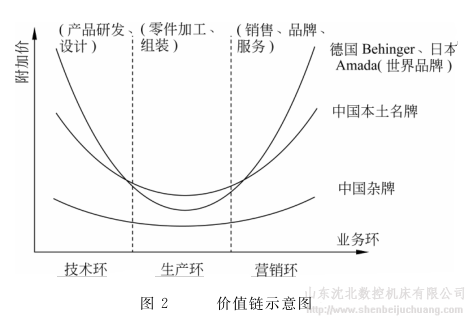
国内带锯床企业与世界著名企业从价值链角度比较,可用图2加以说明。德国.Behinger和日本Amada的价值链曲线表明:产品研发和设计具有特别优势,产品具有更高的附加价值。在营销方面,打造了世界品牌,建立了全球销售服务网络,产品市场扩展到全球。
由于中国带锯床产业起步较晚,企业的生产模式是粗犷型的,随着经济的发展和与国际接轨的不断深入,带锯床产业面临着产业转型的问题,在产业转型升级方面面临着诸多技术瓶颈。
由于中国的生产服务业发展缓慢,带锯床主要生产区域的实力较弱的中小企业得不到社会公共资源的有效支持,单纯依靠自身的力量难以自主创新,只好靠仿制发展新产品、靠低价竞争获取生存空间。因此建设科技创新和质量检测公共平台、培育融资担保和融资租赁的专业化公司刻不容缓。与国际先进水平企业相比,中国带锯床的质量存在较大差距,主要体现在三个方面。
(1)技术研发能力薄弱。我国带锯床与其他门类机床相比,发展历史较短,技术研发能力普遍较弱,处于国内先进水平的带锯床企业与德国、日本、英国相比,技术水平仍然偏低,主要表现在锯床精度保持性、故障率和使用寿命等性能指标。
(2)加工制造装备落后。国外普遍使用先进的数控机床加工零件,采用先进的仪器设备进行带锯床的试验与检测。我国锯床生产规模大,但加工水平低,除少数龙头企业外,加工装备落后,耗能高的落后设备还在继续使用。
(3)社会化服务体系缺失。大而全、小而全的企业内部非核心生产部分尚未剥离进人社会服务体系,造成专业化生产水平低。社会化的生产性服务体系滞后,影响了产业集群和工业经济的发展。发达国家和中国台湾地区专业化分工配套体系和社会化服务体系非常发达,成为机床产业持续发展的有力支撑。
随着金属锯切加工由下料为主逐步向精细加工转变,对带锯床的设计技术与制造水平提出了更高要求,带锯床逐渐向高端产品发展。国际高端带锯床的发展趋势主要表现在以下几方面。
(1)锯切精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控金属带锯床锯切全过程,锯条速度、进给速度、夹紧力均可做到任意设置和优化组合,从而保证金属带锯床的加工精度,目前,100mm切割高度的误差为0.lmm,预计可以进一步提高。
(2)先进的锯切力控制技术。金属锯切的关键技术之一是锯床切割力的控制,德国贝灵格锯床公司很好地解决了这一难题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的锯切效率(切割面积/分钟)恒定;加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。日本天田株式会社采用脉冲控制技术,保障了锯条锯切时的稳定性,减小了振动,不仅提高了锯切精度,也提高了锯条的寿命。
(3)锯切加工高效化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域关注的焦点。德国贝灵格锯床锯切1Cr18Ni12不锈钢,锯切效率达48cm2/min;该公司还设计了安装两个锯切系统的锯床,可同时对工件进行两次锯切,从而大大提高生产效率,改善了锯切加工的经济性。
(4)锯切能力扩大化。目前,德国贝灵格卧式带锯床可锯切达2.5mX2.0m的实心方材,巨型立式带锯床可锯切长达10m的板材和棒材。我国最大的带锯床可切割直径为3m的管料和空心料。
(5)数控化和网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程数控化势在必行。网络化生产、远程诊断及维护是当今数控机床的发展趋势,数控锯床也不例外。网络化生产可以使金属带锯床锯切过程与其他环节相联系,提高生产率,便于企业对各环节实现高效的统一管理。
(6)远程诊断及维护。远程诊断和维护更是经济全球化的结果,金属带锯床可以提供跨国跨区域迅捷的设备维护。如德国贝灵格数控锯床加工时可与其技术中心联机,由技术专家对锯床进行远程诊断与维护。
上一篇:金属切削带锯床的分类
电话:13280489678
QQ:675609587
邮箱:675609587@qq.com
联系人:郑经理
地址:山东省枣庄市滕州市经济开发区
Copyright © 山东沈北数控机床有限公司 版权所有 备案号:鲁ICP备20014639号-4
