



服务热线
13280489678
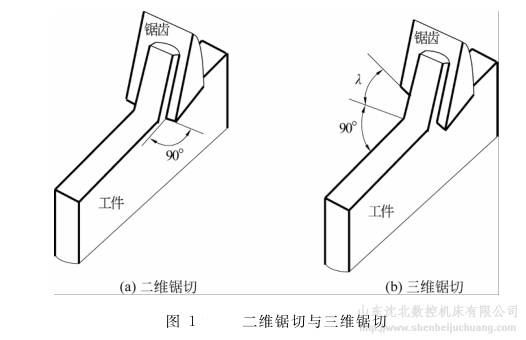
锯切变形和切屑的形成过程是金属锯切机理中最基本的内容。锯齿齿刃与锯切主运动方向垂直时,锯切厚度沿齿刃方向是相同的,当锯切宽度远大于锯切厚度时,中间部分处于平面应力状态,这种锯切状态称为二维锯切或正交锯切,如图1(a)所示。锯齿齿刃不与锯切主运动方向垂直时,如图2(b)所示,锯齿处于三维锯切状态。三维锯切的复杂性使得对具有前后角锯齿的锯切本质难于理解。为了简化问题,便于分析,根据锯床带锯条的实际锯切状态,本文以二维锯切(正交锯切)为例进行说明。
由于锯床加工件材料的塑性不同,锯切条件不同,会形成不同类型的切屑,对锯切加工产生的影响不同。从变形的观点出发,切屑行程的基本形态分为四种,如图2所示。
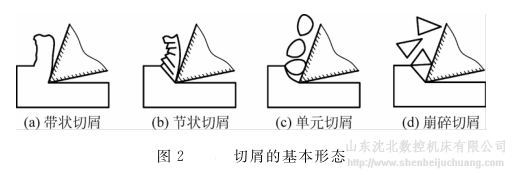
(1)带状切屑,如图2(a)所示。切屑呈带状或螺旋状,与锯齿前面接触的底层光滑,而背面呈毛茸状。一般锯切塑性材料(如低碳钢、铜、铝等),锯切速度较高,锯切厚度和进给速度较小,锯齿前角较大时,形成此类切屑。此时,锯切过程平稳,锯切力波动较小,由于锯切连续不断,切屑断屑后往往呈较长的丝状或螺旋状,需要采取必要的清屑措施清理带锯条锯齿上附着的切屑。
(2)节状切屑,如图2(b)所示。切屑背面呈较大锯齿形,底面有不贯穿的裂纹。一般锯切中等硬度钢材时,锯切速度较低,锯切厚度较大,锯齿前角较小,由于剪切滑移量较大,局部达到材料的断裂强度而形成。
(3)单元切屑,如图2(c)所示。在节状切屑的整个剪切面上,切应力超过了材料的强度极限时,整个单元将被切离,形成一颗颗梯形单元切屑。
(4)崩碎切屑,如图2(d)所示。锯切铸铁、青铜等脆性材料时,由于材料的塑性很小,抗拉强度较低,锯齿切人后,锯切内层靠近锯齿锯切刃和前面的局部金属未经明显的塑性变形就在拉应力状态下脆断,形成不规则的碎块状切屑。工件材料越硬脆,进给速度越大越容易产生此类切屑。此时,易产生振动,锯切力波动较大,工件表面凹凸不平。
前三种锯切均是锯切塑性材料时得到的,只要改变锯切条件,三种切屑形态是可以互相转化的。在实际情况下,还出现许多中间型和复合型。此外,在加工铝合金和球墨铸铁时,在锯齿的后面容易形成切屑的堆积物。
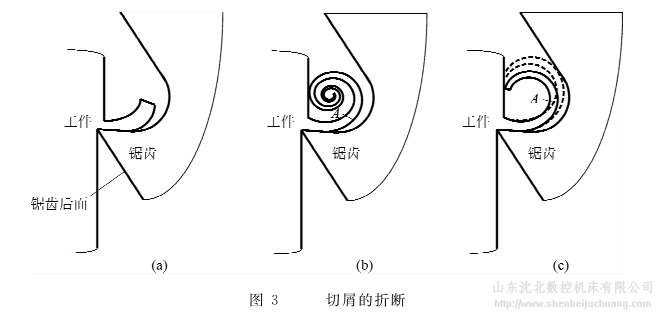
锯床带锯条锯齿根部是圆弧形,在锯切过程中切屑在根部将沿着圆弧齿根卷曲。由于锯床锯切条件和材料性质不同,切屑的卷曲程度也不同。如图3(a)所示,如果锯切厚度较大、工件材料较硬,则切屑在卷曲过程中碰到齿根部位时将因挤压力较大而断掉,切屑卷曲程度较小,碎屑较多。螺旋状锯切的折断如图3(b)所示,当切屑卷曲的圈数越来越多时,它的外圆半径越来越大,卷曲中心右移,这种变化加大了A点附近切屑内环面的拉应力,最后使切屑在A点附近折断。C型切屑碰到工件折断如图3(c)所示,由于切屑连续流出,并受到工件的阻挡而被迫增大卷曲半径,切屑内侧A点拉应力增大,最终将切屑折断。
上一篇:带锯床锯条的运动分析
电话:13280489678
QQ:675609587
邮箱:675609587@qq.com
联系人:郑经理
地址:山东省枣庄市滕州市经济开发区
Copyright © 山东沈北数控机床有限公司 版权所有 备案号:鲁ICP备20014639号-4
